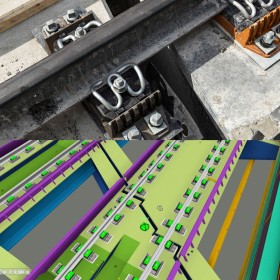
Kompletta järnvägsbroar prefabriceras till Getingmidjan
På åtta veckor i stöten, tre somrar i rad, ska det mesta av moderniseringen av Getingmidjan hinnas med. För att klara den tajta tidsplanen kommer man prefabricera hela broar – varav en med åtta spårväxlar på.
Läs mer